Diamond burnishing tools and roller burnishing tools Manufacturer, Sensor Tool
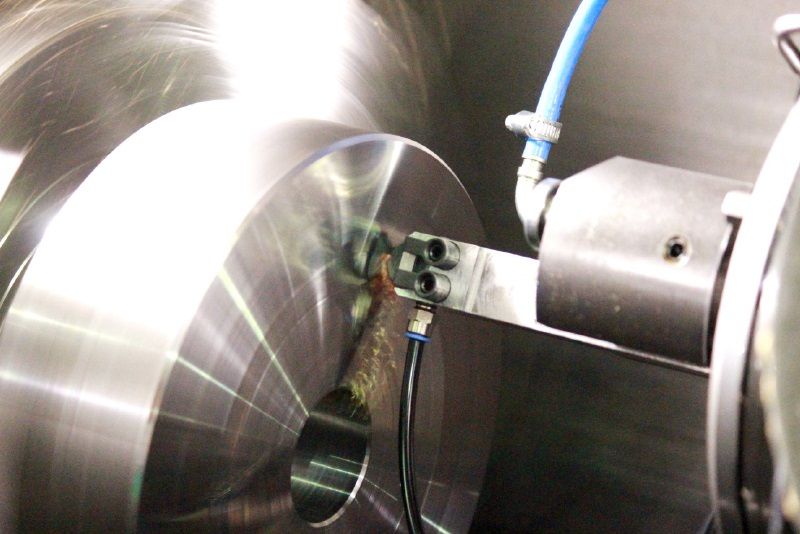
Tools for hard turning with heat sink for built-up surfaces
High intensity of heat removal is achieved by reducing the temperature of the coolant in a closed loop, provided by a heat exchanger with an assembly of four Peltier TEMs.
The cooling capacity of the TEM assembly was 400 W and ensured that the coolant temperature was maintained at 9 °C when the turning speed was increased to 300 m/min.
Application of the cooling system provides reduction of the maximum temperature in the cutting zone by 12% and the minimum temperature by 32%.
Studies have shown that the use of a closed cooling system contributes to improving the purity of the machined surface and increasing the durability of the replaceable insert.
To ensure high quality of machining and tool life while increasing the cutting speed, it is necessary to increase the proportion of heat that is removed from the cutting zone into the tool.
Since external coolant cannot be used in hard turning and part cooling is ineffective, the only and promising direction is internal heat removal from the insert.
One of the main advantages of hard turning when machining parts, in comparison to grinding, is the high degree of flexibility and the ability to machine parts parts with complex geometries in a single setup.
This advantage is especially important when machining parts with a large number of short and irregularly shaped surfaces, and when machining internal and external surfaces.
outer and inner surfaces. Particularly when it comes to boring
Hole turning and the machining of planes and tapered surfaces.
The cost-effectiveness of the hard turning process is determined on the basis of calculation data, which also takes time into account.
The machining time for hard turning is always lower, than for grinding.
Hard turning is a viable alternative to grinding.
When boring holes, the intensity of machining with hard turning is considerably higher.
Machining of disc workpieces results in a substantial reduction of machining time.
The process satisfies the requirements on accuracy and surface finish quality.